







HD1715D-3 Trommel horisontal tre-spindel CNC-boremaskin




| Parameternavn | Punkt | Parameterverdi |
| Materialestørrelse | Trommeldiameterområde | Φ780–Φ1700 mm |
| Trommellengdeområde | 2–15 m | |
| Maksimal tykkelse på sylinderveggen | 50 mm | |
| Maksimal vekt påmateriale | 15Tons | |
| Maksimal borediameter | Φ65mm | |
| BorespindelKrafthode | Mengde | 3 |
| Spindelkonus | Nr. 6 Morse | |
| Spindelhastighet | 80–200 o/min | |
| Spindelslag | 500 mm | |
| Spindelmatingshastighet(Hydraulisk trinnløs) | 10–200 mm/min | |
| Spindelmotorens kraft | 3 x 7,5 kW | |
| Laserjusteringsenhet | Juster hullgruppens plassering i henhold til sveisens plassering | |
| Materialerotasjonshastighet | 0~2,8 o/min | |
| Vognens bevegelseshastighet | 0~10 m/min | |
| Høyde fra chucksenter til bakken | Omtrent 1570 mm | |
| Maskinstørrelse (lengde x bredde x høyde) | Omtrent 22 x 5 x 2,5 m | |
Denne maskinen består av lasteplan Ⅰ, lasteplan Ⅱ bakstøtte, sponfjerning og kjøling, hydrauliske systemer, elektriske systemer, laserjusteringsenheter og andre komponenter.

1. Maskinens lasteplan nr. 1 brukes hovedsakelig til å transportere materiale. Både toppen og foten av lasteplanet er utstyrt med hydrauliske trekjevschucker, som kan realisere automatisk sentrering og klemming av trommelen. Klemmediameteren varierer fra Φ780 til Φ1700 mm.
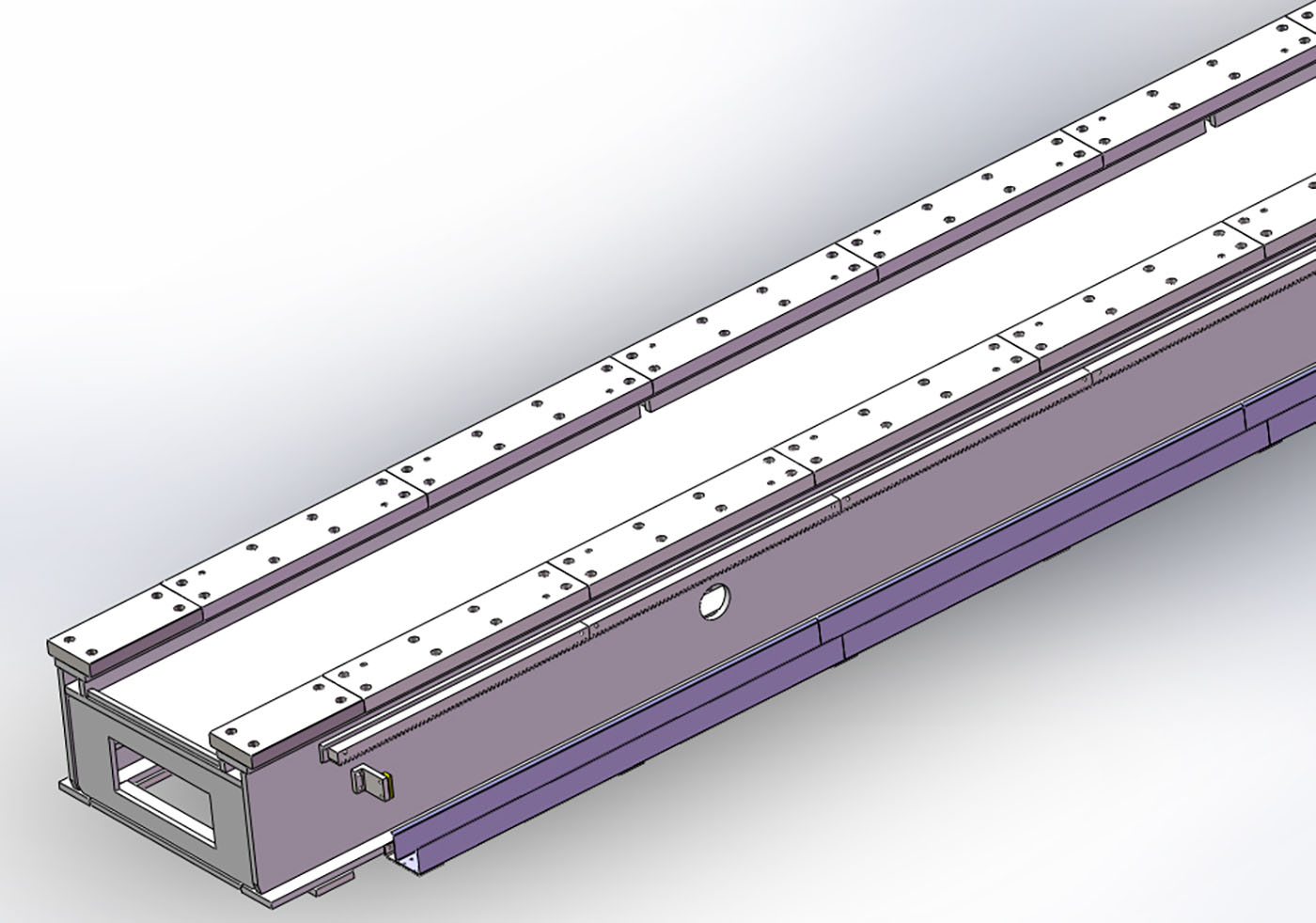
2. Den andre plattformen på denne maskinverktøyet brukes hovedsakelig til å utføre den langsgående bevegelsen til borehodet. Denne maskinen har tre uavhengige borehoder, som henholdsvis er avhengige av langsgående sleider og hydrauliske sleider for å bevege seg i lengderetningen på plattform nr. 2.
3. Krafthodet kan realisere det automatiske kontrollslaget gjennom det hydrauliske glidebordet, og realisere automatisk konvertering av hurtigmating fremover, arbeidsmating fremover og hurtigmating bakover. Ved å justere posisjonen til den berøringsfrie bryterblokken kan det også realiseres at når borekronen kommer ut av en viss avstand på slutten av boringen, stopper den automatisk. De tre krafthodene er uavhengige og kan realisere automatisk boring, med høy effektivitet og god presisjon.

4. Sengens hodeende er festet i den ene enden av sengenⅠ, og AC-servomotoren oppnår numerisk kontrollindeksering gjennom reduksjonsgiret og girreduksjonen. Etter at indekseringen er fullført, låser låsemekanismen automatisk bremseskiven som er montert på spindelen hydraulisk for å sikre spindelens stabilitet og pålitelighet.
5. For- og bakstøttene på denne maskinen kan realisere selvtilpasende hydraulisk jekk før og etter at trommelen er klemt fast av chucken, noe som forbedrer trommelens borestivhet.

6. Denne maskinen er utstyrt med en laserkryssjusteringsenhet, som kan installeres i spindelkonhullet på det første borehodet.
7. CAD-tegningene av materialet kan legges inn direkte, systemet genererer automatisk behandlingsprogrammet, og de tre spindlene tildeler automatisk behandlingsoppgavene til alle hullene.
8. Denne maskinen bruker Siemens numeriske kontrollsystem og har fire numeriske kontrollakser: rotasjonen av materialet og den langsgående bevegelsen til de tre krafthodene.
| INGEN. | Punkt | Brank | Opprinnelse |
| 1 | Lineære føringer | HIWIN/PMI | Taiwan, Kina |
| 2 | Presisjonsreduksjonsgir og tannstangpar | ATLANTA | Tyskland |
| 3 | CNC-system | Siemens 808D | Tyskland |
| 4 | Servomotor | Siemens | Tyskland |
| 5 | Servomotor og driver for glidedrift | Siemens | Tyskland |
| 6 | Frekvensomformer | Siemens | Tyskland |
| 7 | Hydraulisk pumpe | Justmark | Taiwan, Kina |
| 8 | Hydraulisk ventil | ATOS/Justmark | Italia/Taiwan, Kina |
| 9 | Dragkjede | Igus | Tyskland |
| 10 | Hovedelektriske komponenter som knapper og indikatorer | Schneider | Fransk |
Merk: Ovennevnte er vår standardleverandør. Den kan bli erstattet av komponenter av samme kvalitet fra et annet merke dersom leverandøren ovenfor ikke kan levere komponentene ved spesielle forhold.



Kort selskapsprofil  Fabrikkinformasjon
Fabrikkinformasjon  Årlig produksjonskapasitet
Årlig produksjonskapasitet  Handelsevne
Handelsevne 

