







PP1213A PP1009S CNC hydraulisk høyhastighets stansemaskin for lastebilbjelke




| INGEN. | Punkt | Parameter | ||
| PP1213A | PP1009S | |||
| 1 | Stansekraft | 1200KN | 1000KN | |
| 2 | Maksimumtallerkenstørrelse | 800×3500 800×7000mm(Sekundær posisjonering) | ||
| 3 | Tallerkentykkelsesområde | 4~12mm | 4~12mm | |
| 4 | Punch Station | Modulnummer | 13mm | 9mm(topp 5, nederste 4) |
| Maksimal stansediameter | φ60 | φ50 | ||
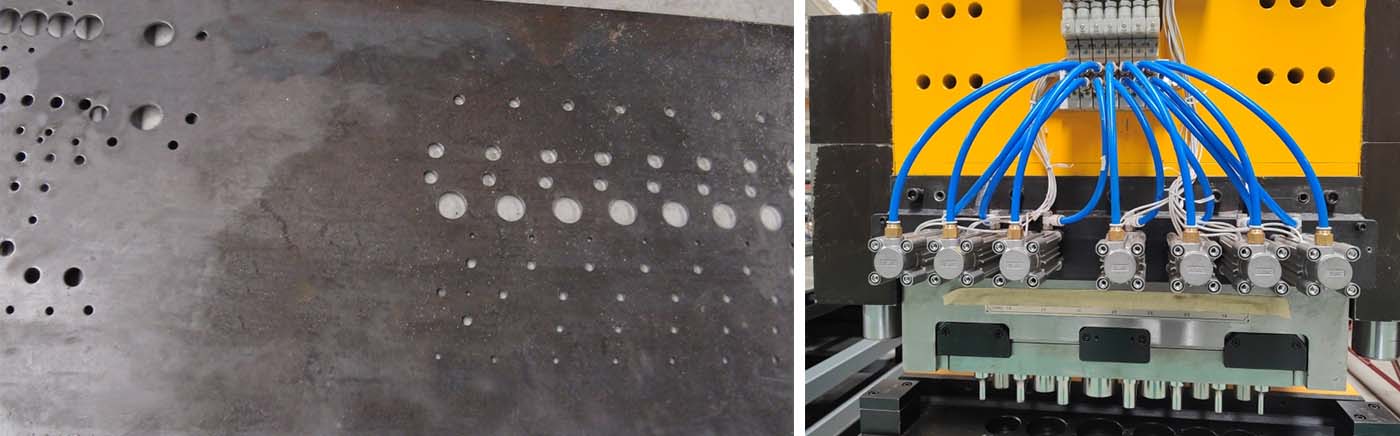
| 5 | Stansestørrelse(mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ22,φ30,φ34,φ36,φ45,φ50,φ60 (Et sett med matriser med platetykkelse på 8 mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ25,φ30,φ35 (inkludert et sett med dyser med platetykkelse på 8mm) | |
| 6 | Antall slagper minutt | 〉42 | <42 | |
| 7 | Warpageutstrekning | <2mm | <25 | |
| 8 | Antall klemmer | 3 | ||
| 9 | Systemtrykk | Hhøyt trykk | 24 MPa | |
| Llavt trykk | 6 MPa | |||
| 10 | Air-trykk | 0,5 MPa | ||
| 11 | Motorkraft til hydraulisk pumpe | 22 kW | ||
| 12 | X-aksens servomotorkraft | 5 kW | ||
| 13 | Y-akse servomotorkraft | 5 kW | ||
| 14 | Total kapasitet | 55kVA | ||

1. Maskinbunnen til tunglastmaskiner bruker sveisestruktur av høy kvalitet i stålplater. Etter sveising males overflaten for å forbedre overflatekvaliteten og rustbeskyttelsen til stålplaten. Sveisedelene på dreiebenken varmealdres for å eliminere sveisespenningen i størst mulig grad.

2. Maskinen har to CNC-akser: x-aksen er klemmens venstre og høyre bevegelse, y-aksen er klemmens fremre og bakre bevegelse, og den svært stive CNC-arbeidsbenken sikrer pålitelighet og nøyaktighet i matingen.
3. X. Y-drivakselen bruker presisjonskuleskrue for å sikre transmisjonsnøyaktighet.
4. X- og Y-akser bruker presisjons lineær føringsskinne, med stor belastning, høy presisjon, lang levetid på føringsskinnen, og kan opprettholde høy presisjon på maskinen i lang tid.
5. Drivmotorene for x-aksen og y-aksen drives av tyske AC-servomotorer. Y-aksen gir delvis lukket sløyfeposisjonstilbakemelding.
6. Maskinen smøres med en kombinasjon av sentralisert smøring og desentralisert smøring, slik at maskinen er i god stand hver gang.
7. CNC-arbeidsbordet for bevegelig materiale er direkte festet på fundamentet, og arbeidsbordet er utstyrt med en universell transportkule, som har fordelene med liten motstand, lav støy og enkelt vedlikehold.
8. Maskinens stansedyseposisjon bruker en dobbel rad lineær anordning, og den maksimale stansediameteren er 50 mm. Stempelet i den hydrauliske sylinderen driver glideblokken, styrt av to lineære rulleføringer, slik at den beveger seg opp og ned, noe som sikrer nøyaktig justering av dysen og stemplet, og har lang levetid. Valget av stansedyseposisjon bruker sylinderens skyve- og trekkemekanisme, noe som har fordelene med raskt dysebytte, høy pålitelighet og praktisk vedlikehold.
9. Materialet klemmes fast av tre kraftige hydrauliske klemmer, som kan bevege seg og plasseres raskt. Klemmen kan bevege seg opp og ned med materialets svingninger. Avstanden mellom klemmene kan justeres i henhold til lengden på materialets klemmekant.

10. Den har fordelene med kort behandlingstid, rask posisjonering, enkel betjening, mindre gulvplass og høy produksjonseffektivitet.
11. Datamaskinens grensesnitt er på engelsk, noe som er enkelt for operatører å mestre.
| NO | Navn | Merke | Land |
| 1 | CNC-maskinsystem | Siemens 808D | Tyskland |
| 2 | Servomotor ogServo-sjåfør | Siemens / Panasonic | Tyskland/ Japan |
| 3 | Lineær bevegelsesguide | HIWIN/PMI | Taiwan, Japan |
| 4 | Kuleskrue | Jeg+F/TRENGER | Tyskland |
| 5 | Sylinder | SMC/FESTO | Japan/Tyskland |
| 6 | Solid state-relé | Weidmüller | Tyskland |
| 7 | Dragkjede | Igus/CPS | Tyskland/ Sør-Korea |
| 8 | Dobbel lamelpumpe | Denison/Albert | USA |
| 9 | Hydraulisk ventil | ATOS | Italia |
| 10 | Oljekjøler | Tongfei/Laber | Kina |
| 11 | Oljesmøringsenhet | Herg | Japan |
| 12 | Lavspennings elektriske komponenter | Schneider | Frankrike |
Merk: Ovennevnte er vår standardleverandør. Den kan bli erstattet av komponenter av samme kvalitet fra et annet merke dersom leverandøren ovenfor ikke kan levere komponentene ved spesielle forhold.



Kort selskapsprofil  Fabrikkinformasjon
Fabrikkinformasjon  Årlig produksjonskapasitet
Årlig produksjonskapasitet  Handelsevne
Handelsevne 





