



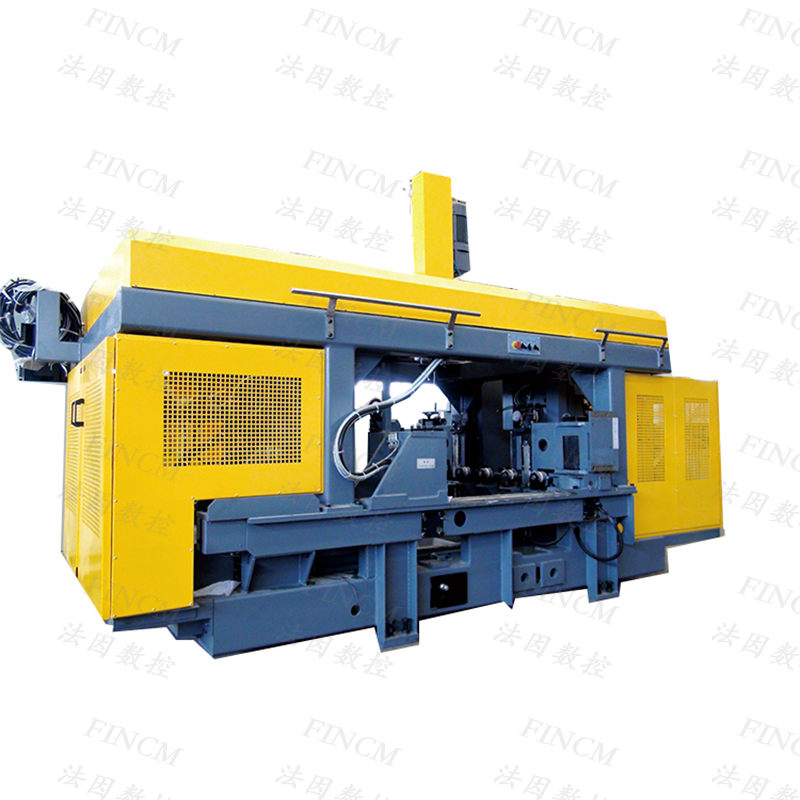




SWZ1250C FINCM Strukturboringsmaskin for H-bjelkebehandling




| INGEN. | Parameternavn | Enhet | Parameterverdi | Bemerke | ||
| 1 | Seksjon stål | mm | 150x75~1250x600 |
| ||
| 2 | Tykkelse | mm | ≤80 |
| ||
| 3 | Lengde | m | 15m | Konfigurer etter kundens behov | ||
| 4 | Kort materialgrense | mm | Automatisk prosessering ≥3000 |
| ||
| Manuell behandling: 690 ~ 3000 | ||||||
| 6 | Mengde |
| 3 |
| ||
| 7 | borehull Spekter | Fast side, mobil side | mm | 12–26,5 ¢ |
| |
| Mellomliggende enhet | mm | 12–33,5 ¢ |
| |||
| 9 | Spindelhastighet | o/min | 180~560 |
| ||
| 10 | Bytt korthodet raskt | / | Morsekonushull 3#、、4# | Kan endres til 2# | ||
| 11 | Aksial slaglengde | Fast side, mobil side | mm | 140 |
| |
| Mellomliggende enhet | mm | 240 |
| |||
| 12 | Aksial matingshastighet | mm/min | 20~300 |
| ||
| 13 | Flytteavstand | Hver spindel er i retning av arbeidsstykkets lengde | mm | 520 |
| |
| Begge sider av spindelen i opp- og nedretning | mm | 35~570 | Fra arbeidsstykkets nedre plan | |||
| Mellomenheten er i retning av arbeidsstykkets bredde | mm | 45~1160 | Fra datasiden | |||
| 14 | Trykkluft + skjærevæske | / | / |
| ||
| 15 | Lufttrykk | MPa | ≥0,5 | |||
| 16 | Feil i avstanden mellom tilstøtende hull i hullgruppen | mm | ≤0,5 |
| ||
| 17 | Matingsfeil innenfor 10 m lengde | mm | ≤1 |
| ||
| 18 | Drivstofftankens kapasitet | L | 50 |
| ||
| 19 | Avstandsfeil for tilstøtende hull i hullgruppen | mm | ≤±0,5 |
| ||
| 20 | Nøyaktighet av tilstøtende fôringsavstand innenfor 10 meter | mm | ≤±1 |
| ||
| 21 | Trefase asynkronmotor for spindelrotasjon | kW | 4x3 | Antall spindler 3 | ||
| 22 | Mellomliggende enhet X-akse servomotor | kW | 0,85 |
| ||
| 23 | Z-akse servomotor for mellomliggende enhet | kW | 1.3 |
| ||
| 24 | Fast side og mobil side X-akse servomotor | kW | 0,85x2 |
| ||
| 25 | Y-akse servomotor med fast side og mobil side | kW | 1,3x2 |
| ||
| 26 | Bevegelig vogn trefase asynkronmotor | kW | 0,55 |
| ||
| 27 | Overdimensjon | mm | Omtrent 4800 × 2400 × 3300 |
| ||
| 28 | Vekt | kg | Omtrent 7000 |
| ||
Elektrisk system
1). PLS brukes til å kontrollere posisjoneringen av hver CNC-akse, materialdeteksjon og boring og andre maskinhandlinger. PLS-kontrollsystemet realiserer høyhastighetsbehandling og forbedrer systemets responshastighet.
2). CNC-matingsenheten (matingsvognen) bruker full lukket sløyfekontroll for å sikre matingsnøyaktigheten under langdistansemating; andre posisjonerings-CNC-akser bruker semi-lukket sløyfekontroll for å sikre posisjoneringsnøyaktigheten og stabiliteten til maskinverktøyet.
3). Sanntidsovervåkingsfunksjon.
4). En rekke metoder for materialprogrammering.
5). Grafisk visningsfunksjon.

1. Tre automatisk kontrollerte slagborehoder er installert på henholdsvis tre NC-glideblokker for horisontal og vertikal boring. De tre borehodene kan arbeide uavhengig eller samtidig.
2. Spindelhastigheten til hvert borehode styres av frekvensomformer og justeres trinnløst; matehastigheten justeres trinnløst av hastighetsreguleringsventilen, som kan justeres raskt i et stort område i henhold til materialmaterialet og diameteren på borehullet.
3. Materialet festes med hydraulisk klemmemekanisme.

4. Maskinen er utstyrt med en deteksjonsenhet for materialets bredde og høyde på nettet, som automatisk kan kompensere for maskineringsfeil forårsaket av materialets uregelmessige omriss, og forbedre maskineringsnøyaktigheten.
5. Maskinen er utstyrt med et aerosolkjølesystem, som har fordelene med mindre kjølevæskeforbruk, kostnadsbesparelser og mindre slitasje på boret.
| INGEN. | Navn | Merke | Land |
| 1 | Lineær føringsskinne | HIWIN/CSK | Taiwan (Kina) |
| 2 | Elektromagnetisk hydraulisk ventil | ATOS/YUKEN | Italia/Japan |
| 3 | Hydraulisk pumpe | Justmark | Taiwan (Kina) |
| 4 | Servomotor | Panasonic-produkter | Japan |
| 5 | Servodriver | Panasonic-produkter | Japan |
| 6 | PLS | MITSUBISHI | Japan |
| 7 | Spraykjølepumpe | BIJUR | USA |
| 8 | Fleksibel forlengelsesdyse | BIJUR | USA |
| 9 | Pneumatisk magnetventil | AIRTAC | Taiwan (Kina) |
| 10 | Sentralisert smøring | HERG/BIJUR | Japan/USA |
| 11 | Computer | Lenovo | Kina |
Merk: Ovennevnte er vår faste leverandør. Den kan bli erstattet av komponenter av samme kvalitet fra et annet merke dersom leverandøren ovenfor ikke kan levere komponentene ved spesielle forhold.
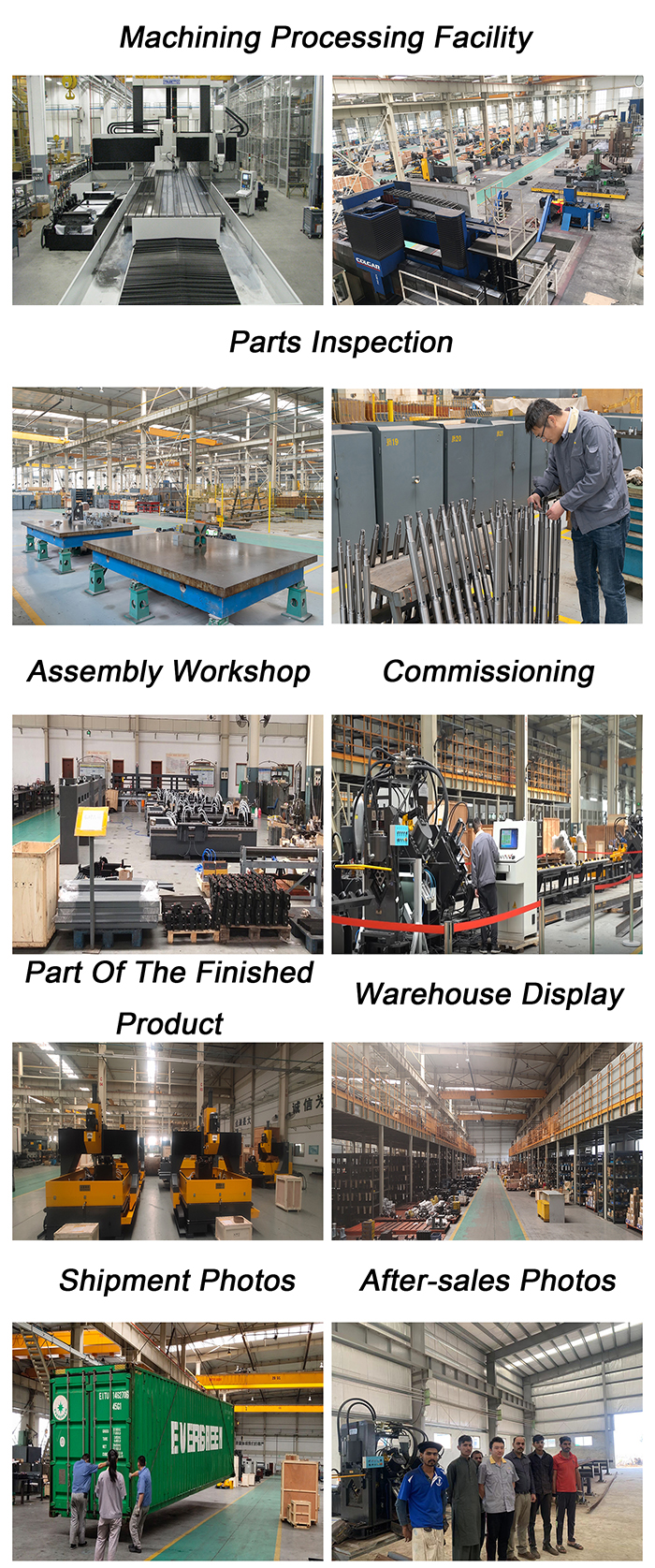



Vårt firma lager CNC-maskiner for bearbeiding av ulike stålprofilmaterialer, som vinkelprofiler, H-bjelker/U-skinner og stålplater.
| Bedriftstype | Produsent, handelsselskap | Land / Region | Shandong, Kina |
| Hovedprodukter | CNC Vinkellinje/CNC Bjelkeboringssagmaskin/CNC Plateboremaskin, CNC Platestansemaskin | Eie | Privat eier |
| Totalt antall ansatte | 201–300 personer | Total årlig inntekt | Fortrolig |
| År etablert | 1998 | Sertifiseringer(2) | |
| Produktsertifiseringer | - | Patenter(4) | |
| Varemerker(1) | Hovedmarkeder |
|
| Fabrikkstørrelse | 50 000–100 000 kvadratmeter |
| Fabrikkland/-region | Nr. 2222, Century Avenue, Høyteknologisk utviklingssone, Jinan City, Shandong-provinsen, Kina |
| Antall produksjonslinjer | 7 |
| Kontraktproduksjon | OEM-tjeneste tilbys, designtjeneste tilbys, kjøperetikett tilbys |
| Årlig produksjonsverdi | 10 millioner dollar – 50 millioner dollar |
| Fabrikkstørrelse | 50 000–100 000 kvadratmeter |
| Fabrikkland/-region | Nr. 2222, Century Avenue, Høyteknologisk utviklingssone, Jinan City, Shandong-provinsen, Kina |
| Antall produksjonslinjer | 7 |
| Kontraktproduksjon | OEM-tjeneste tilbys, designtjeneste tilbys, kjøperetikett tilbys |
| Årlig produksjonsverdi | 10 millioner dollar – 50 millioner dollar |
| Språk som snakkes | Engelsk |
| Antall ansatte i handelsavdelingen | 6–10 personer |
| Gjennomsnittlig ledetid | 90 |
| Registrering av eksportlisens nr. | 04640822 |
| Total årlig inntekt | fortrolig |
| Totale eksportinntekter | fortrolig
|





